分析一下差速器壳体零件,加工的难点在于内部球面沉孔和平面沉孔。目前常见的加工方式,使用专机及非标刀具来加工,具体加工步骤,用机械手把刀体抓入工件内部,然后刀柄从侧面伸入并夹住刀具,机械手撤回,然后开始左右方向加工,加工完后机械手再抓住刀体,刀柄撤回,机械手抓住刀体撤离工件。但其中使用专机及非标刀具都非常昂贵,加工成本比较高,如图:

三、PARLEC(帕莱克)AUTOFACER反刮刀的解决方案
PARLEC(帕莱克)的解决方案是使用AUTOFACER®反刮刀在普通的加工中心上就可以高效,方便的加工出合格产品,非常的经济,不需要昂贵的专用设备,而且下面就某企业加工案例来描述反刮刀具体的解决方案。
1、产品及产品的图纸

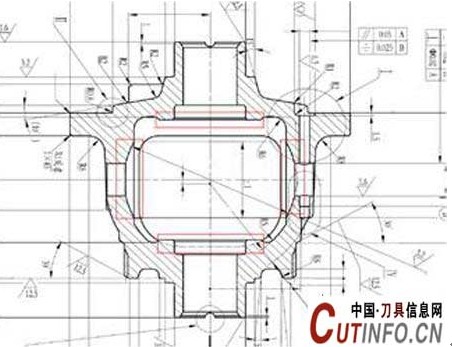
图纸上红线标注的是需要反刮的位置
2、PARLEC(帕莱克)AUTOFACER®反刮刀

刮平面的反刮刀

刮球面的反刮刀
具体加工顺序:
主轴正转,低转速,低进给让刀杆通过已加的孔,到达安全位置
主轴反转,低转速把刀夹打开
提高转速,打开冷却液
正常进给,反刮平面(球面)
回到安全位置,降低转速,关闭冷却液
主轴正转,低转速把刀夹关闭
低进给抬起刀杆

刮平面切削(Vc=80m/min, Fz=0.06mm/r)

刮球面切削(Vc=80m/min, Fz=0.06mm/r)

加工前

加工后,表面粗糙度达到Ra0.8
加工的尺寸及粗糙度均符合图纸要求。
通过实际的加工,可以发现帕莱克Parlec反刮刀优点
操作简便:装配和编程都非常简单
非常高的可靠性:由主轴的正反转来非常准确地控制刀块的开启和闭合。非常适合应用在大规模生产量。
切削刀块可以非常准确地打开:反刮刀内部的摩擦离合器可以使用在严重断续切削的状况。
柔性的高精度PC6连接型式:PC6连接型式拥有卓越的重复连接精度,对不同刀具的更换具有很大的柔性。
非常适合高生产效率,并且需要高可靠性的场合。
是CNC和流水线生产的理想选择。
四、结束语
实际上,在美国这种反刮切削技术已经非常普及,并且应用于各种行业,比如汽车工业、航空航天、重型装备和火车机车、电站设备、航海船舶、泵和阀等行业。希望这种反刮技术能在国内得到充分的应用。

为了方便大家对压板式数控车刀的选型,本公司特意制作一个选型表出来,供大家参考和

内孔槽刀选型表

瓦尔特常用刀片选型表。 因为产品型号众多,本站也无法一一上传,所以选型表中选

外径切槽切断数控车刀选型表。

住友常用刀片选型表。 因为产品型号众多,本站也无法一一上传,所以选型表中选取

钨钢圆鼻刀立铣刀种类很多,下面仅仅列出部分常用型号。如果有加长或非标铣…

外螺纹数控车刀选型表。

三菱常用刀片选型表。 因为产品型号众多,本站也无法一一上传,所以选型表中…

内孔压板式车刀选型表。

外圆复合式车刀:主要是用于对工件的外圆车削、端面车削、倒角等。承受的力度比螺钉式





